Description:
Max bowl speed 1936 RPM, 1250 G's, cake capacity 65 KG. 30 KW hydraulic motor 460/3/60/1750 RPM, powerpack, PLC control panel and vibration dampers. Mounted on stand. 1989 vintage. Very good condition.
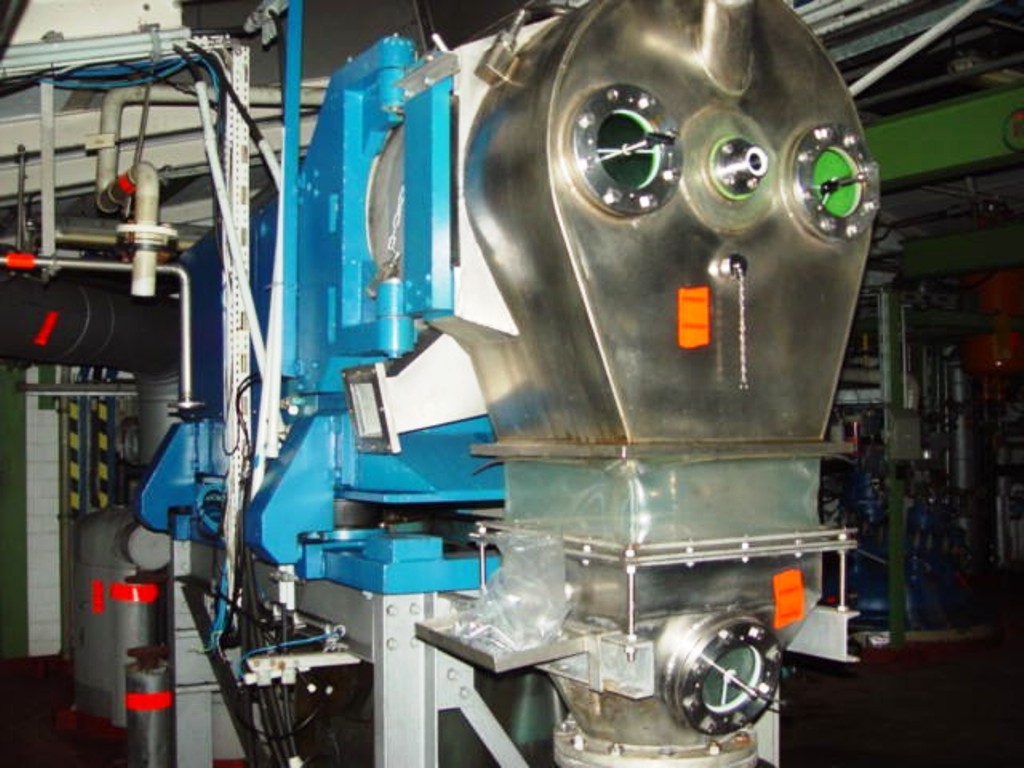
The Heinkel HF 600 Inverting Filter centrifuge, Hastelloy C4., is engineered for high-performance separation processes, making it an essential asset for industries requiring efficient solid-liquid separation. With a maximum bowl speed of 1936 RPM and generating forces of up to 1250 G's, this centrifuge is capable of handling significant cake capacities of 65 KG. The robust 30 KW hydraulic motor operates at 460V/3/60/1750 RPM, ensuring reliable and consistent performance under demanding conditions. The inclusion of a powerpack and PLC control panel enhances operational efficiency, allowing for precise control over the centrifuge's functions, which is crucial for maintaining product quality and process integrity in various applications, including chemical processing, pharmaceuticals, and food production.
Constructed from Hastelloy C4, this centrifuge is designed to withstand harsh chemical environments, providing exceptional resistance to corrosion and wear. This durability ensures a longer service life and reduced maintenance costs, making it a cost-effective solution for businesses. The Heinkel HF 600 is mounted on a sturdy stand, which not only provides stability during operation but also facilitates easy access for maintenance and inspection. The integrated vibration dampers minimize operational noise and vibrations, contributing to a safer and more comfortable working environment. Despite being a vintage model from 1989, its very good condition reflects the quality of engineering and materials used in its construction, ensuring that it remains a reliable choice for industrial applications.
In addition to its impressive specifications, the Heinkel HF 600 Inverting Filter centrifuge is designed with user-friendly features that streamline operation and maintenance. The PLC control panel allows operators to monitor and adjust settings with ease, ensuring optimal performance tailored to specific processing needs. This centrifuge is not only efficient but also promotes safety and compliance with industry standards, making it a valuable addition to any facility looking to enhance its separation capabilities.
Key Features:
High-Speed Performance, Durable Construction, User-Friendly Control, Efficient Solid-Liquid Separation, Low Maintenance Requirements
Frequently Asked Questions
We're sorry, but this item has been sold.
Please consider the alternatives below.